Canned Tuna Production Optimized: The Future of Industrial Manufacturing by 2025
Introduction
Canned tuna is a staple food worldwide, prized for its affordability, convenience, and nutritional value. The industrial production of canned tuna involves a complex process, from sourcing and processing the fish to packaging and distribution. As we approach 2025, advancements in food technology and manufacturing are poised to significantly optimize canned tuna production, enhancing efficiency, sustainability, and product quality. This article explores the current state of canned tuna manufacturing and delves into the future innovations shaping its industrial production.
Main Content
Current State of Canned Tuna Production
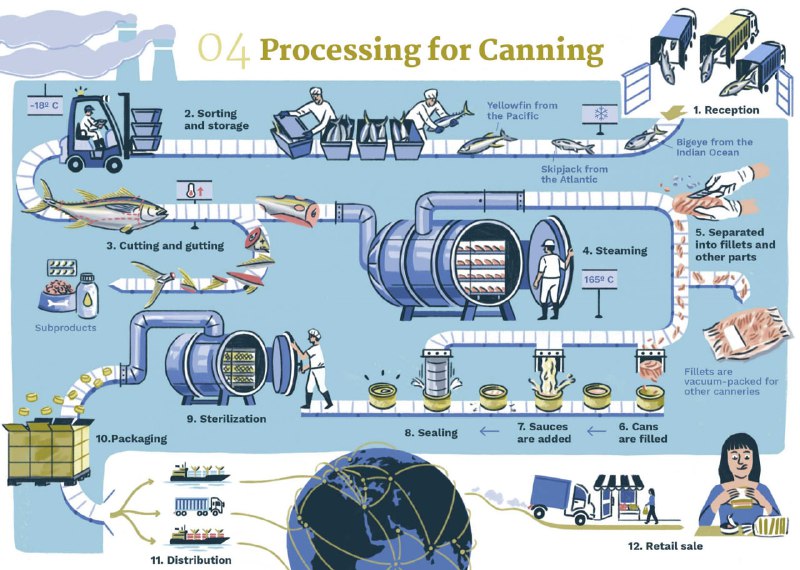
The traditional canned tuna production process typically involves the following steps:
- Fishing and Sourcing: Tuna is harvested from the oceans using various fishing methods. Sustainability concerns have led to increased focus on responsible fishing practices.
- Processing: Upon arrival at processing plants, tuna undergoes cleaning, cooking, and filleting. This stage is labor-intensive and often involves manual handling.
- Canning: Tuna fillets are packed into cans, which are then filled with brine, oil, or other flavorings.
- Sealing and Sterilization: The cans are sealed to create an airtight environment and then sterilized using high-temperature retorts to eliminate bacteria and ensure food safety.
- Packaging and Distribution: Canned tuna is labeled, packaged, and distributed to retailers worldwide.
Optimization Through Food Technology
Several key areas of food technology are contributing to the optimization of canned tuna production:
- Automation and Robotics: Replacing manual labor with automated systems can increase efficiency, reduce costs, and improve hygiene. Robotic arms can handle tasks such as filleting, packing, and sorting with greater precision and speed.
- Advanced Processing Techniques: Technologies like high-pressure processing (HPP) and pulsed electric fields (PEF) can improve the texture and flavor of tuna while extending its shelf life. These methods offer alternatives to traditional heat sterilization, preserving nutrients and reducing energy consumption.
- Smart Packaging: Intelligent packaging solutions, such as modified atmosphere packaging (MAP) and active packaging, can further extend shelf life and maintain product quality. Sensors embedded in the packaging can monitor temperature and other parameters, ensuring optimal storage conditions.
- Data Analytics and AI: Implementing data analytics and artificial intelligence (AI) allows manufacturers to optimize production processes, predict demand, and improve inventory management. AI-powered systems can analyze data from various sources to identify areas for improvement and make real-time adjustments.
Sustainable Manufacturing Practices
Sustainability is a crucial consideration in the future of canned tuna production. Optimizing manufacturing processes to minimize environmental impact involves:
- Responsible Sourcing: Implementing traceability systems and collaborating with fisheries committed to sustainable practices ensures the responsible sourcing of tuna.
- Waste Reduction: Reducing waste throughout the production process, from minimizing fish scraps to optimizing packaging materials, helps to conserve resources and lower costs.
- Energy Efficiency: Adopting energy-efficient technologies, such as LED lighting and variable-frequency drives (VFDs), can significantly reduce energy consumption and greenhouse gas emissions.
- Water Conservation: Implementing water recycling systems and optimizing water usage in cleaning and processing can minimize water footprint.
Impact by 2025
By 2025, optimized canned tuna production will likely result in:
- Increased Efficiency: Automation and advanced processing techniques will significantly reduce production time and costs.
- Improved Product Quality: Innovative technologies will enhance the flavor, texture, and nutritional value of canned tuna.
- Enhanced Sustainability: Responsible sourcing and waste reduction practices will minimize the environmental impact of production.
- Greater Traceability: Advanced tracking systems will provide consumers with greater transparency regarding the origin and processing of their canned tuna.
- Enhanced Food Safety: Advanced sterilization and smart packaging solutions will bolster food safety measures.
Conclusion
The future of canned tuna production lies in the adoption of advanced food technology and sustainable manufacturing practices. By embracing automation, data analytics, and responsible sourcing, the industry can optimize efficiency, improve product quality, and minimize its environmental footprint. As we move closer to 2025, these innovations will play a critical role in shaping the future of this essential food source.
Frequently Asked Questions (FAQs)
Q: What are the main benefits of optimizing canned tuna production?
A: The main benefits include increased efficiency, improved product quality, enhanced sustainability, greater traceability, and enhanced food safety.
Q: How does automation improve canned tuna production?
A: Automation reduces labor costs, increases production speed, improves hygiene, and enhances precision in tasks such as filleting and packing.
Q: What is high-pressure processing (HPP) and how does it benefit canned tuna production?
A: HPP is a non-thermal preservation technique that uses high pressure to kill microorganisms and extend shelf life while preserving the flavor, texture, and nutrients of the tuna.
Q: How can sustainable fishing practices be integrated into canned tuna production?
A: By partnering with fisheries that adhere to responsible fishing methods, implementing traceability systems, and focusing on reducing bycatch.
Q: What role does data analytics play in optimizing canned tuna production?
A: Data analytics helps manufacturers optimize production processes, predict demand, improve inventory management, and identify areas for improvement based on real-time data.



